

从零开始学焊接!图解焊条电弧焊工艺要点,小白也能轻松上手!
从零开始学焊接!图解焊条电弧焊工艺要点,小白也能轻松上手!

焊条电弧角焊的工艺要点
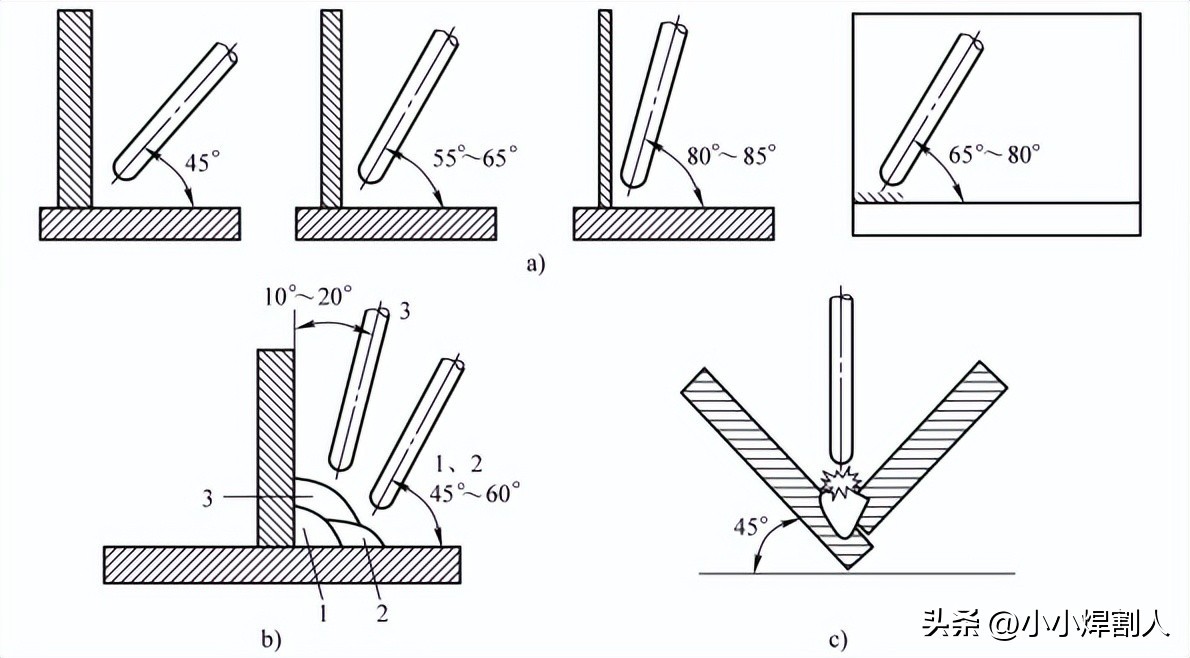
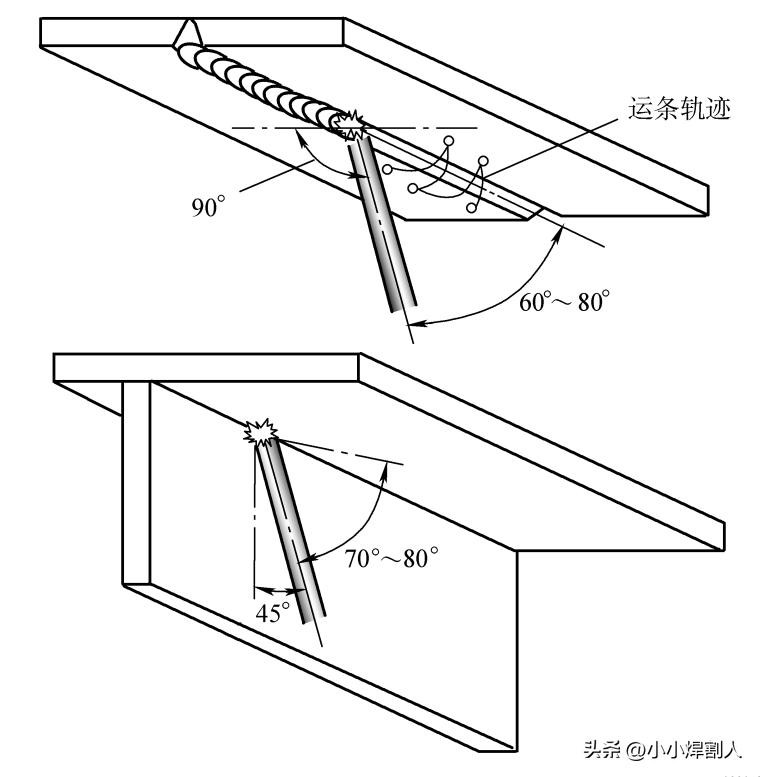
T 形接头平焊
焊条在焊接方向上的倾角为 65°~80°,电弧的指向应偏向厚板,以使两板加热温度相避免电弧对板的加热温度产生太大的偏差。
焊接多层多道焊时,还应根据焊道位置及板厚调整焊条角度,以保证焊缝良好成形。
a给出立板与平板板厚比分别为1、1/2、1/3 时的运条角度。
b给出等厚板、三层焊道角焊时的各焊道合适的运条角度。
c是船形焊合适的运条角度。

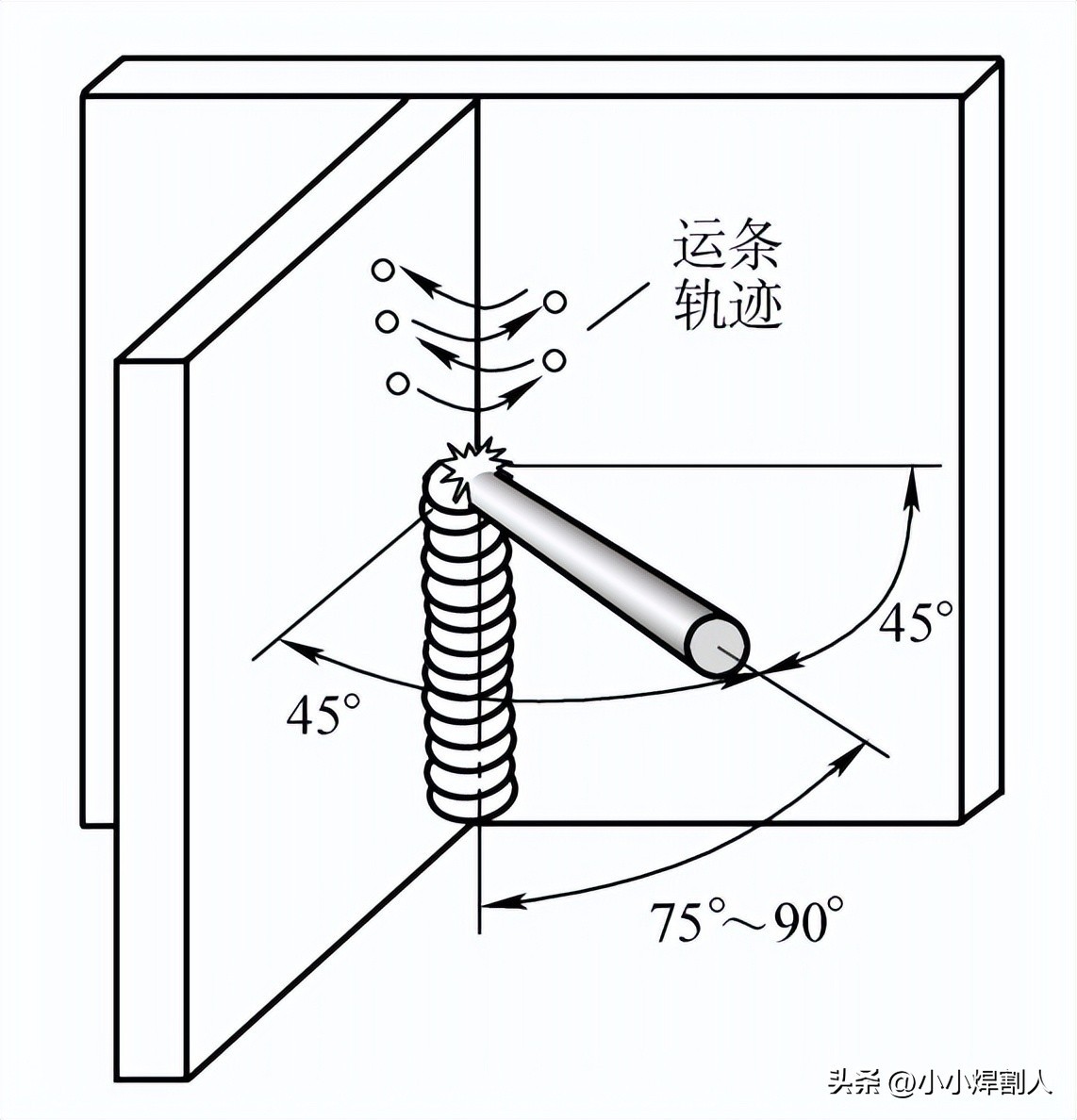
角焊接头平焊
根据角接接头不同坡口形式, 采用不同的施焊方法, 包括控制焊缝热输入, 短弧焊接,电弧偏向竖板一边 以保证焊缝两侧熔化程度相同。
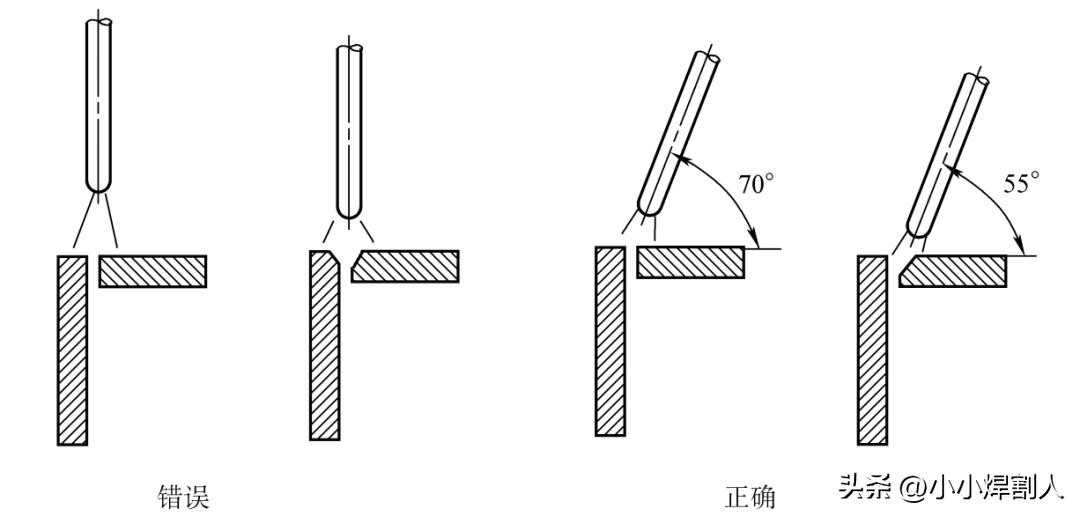
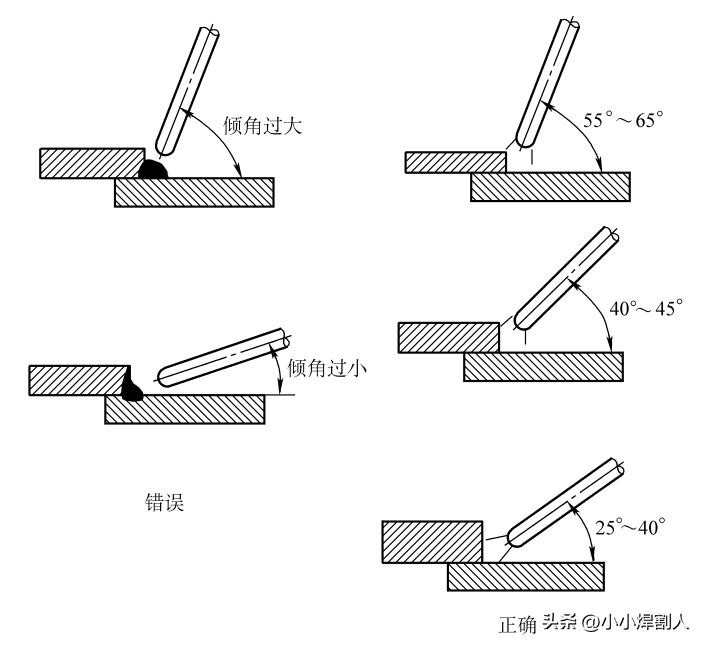
搭接平焊
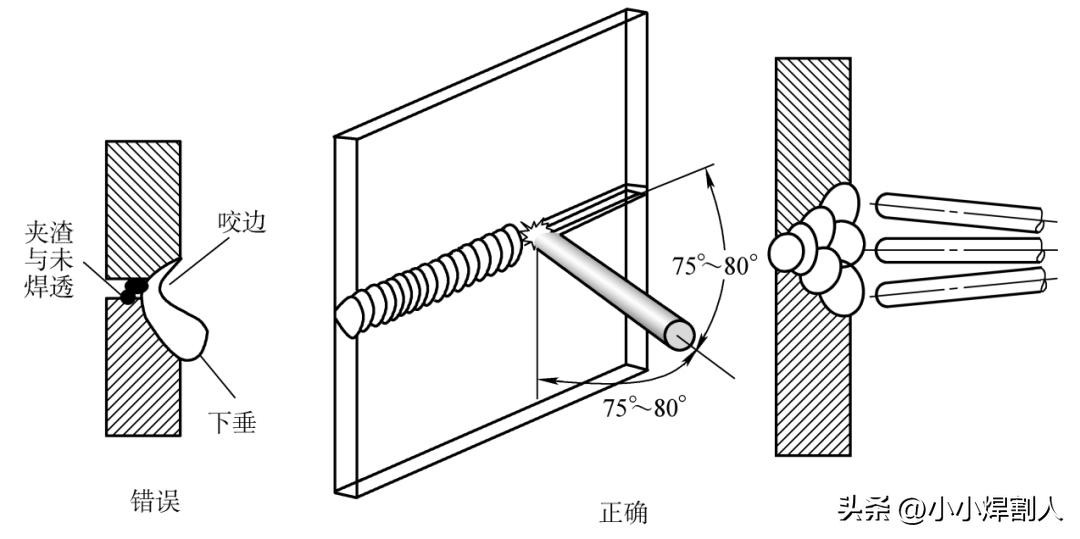
为避免产生焊缝单边、咬边、顶角焊不透和焊缝夹渣缺陷,应根据两板的厚薄来调整焊条的角度,同时电弧要偏向厚板一边,以便使两边熔透均匀。焊条倾角过大或过小都会使焊缝成形不良。
立焊的工艺要点
立焊时使用电流过大或焊条向前移动速度太慢, 会使熔池过热, 金属液不能很快凝固,将导致焊缝咬边或产生焊瘤;电弧过长、电流太小,熔池温度过低也会产生夹渣和未焊透缺陷。因此立焊应采用适当的运条角度和适宜运条方法,使用较小电流,短弧焊接,以利焊缝成形。
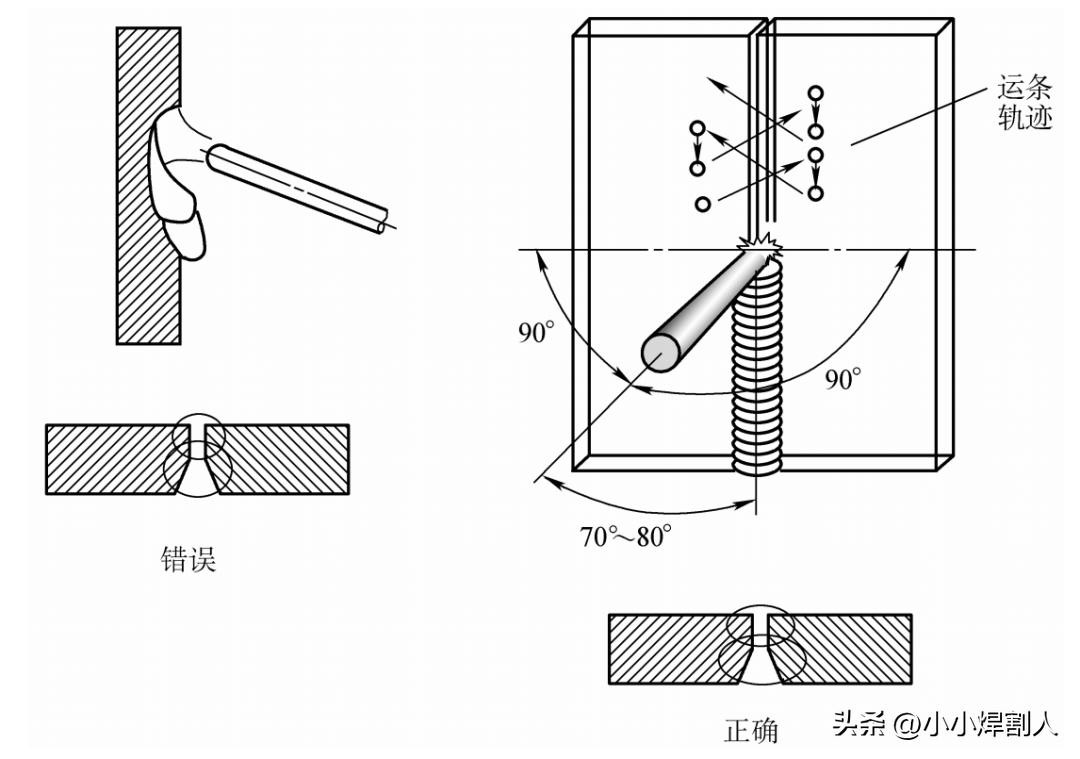
立向平焊手法
仰焊的工艺要点
仰焊时,熔池倒悬在焊件下面,焊缝成形困难,容易在下面产生焊瘤,背面产生塌陷。焊接时为使熔滴金属在短时间内由焊条过渡到熔池中去,必须使用最短的电弧长度、较小直径的焊条、稍快的焊接速度及合适的焊接电流;多层焊接时,可采用月牙形和锯齿形运条方式焊接,为控制熔池面积,摆幅不宜太大,焊道应薄一些,以防止产生焊接缺陷。
横焊的工艺要点
横焊时,熔化金属在重力作用下发生流淌,操作不当易在上侧产生咬边,下侧因熔滴堆积而产生焊瘤或未焊透缺陷。施焊时应选择较小直径的焊条,配合恰当的焊条角度和运条方法,以短路过渡形式进行焊接。多道焊接运条的角度还应针对焊缝所在位置,适当改变焊条角度,以使电弧推力对熔滴产生承托作用,才能获得高质量的焊缝。
-

- 五线城市辽宁凌源,上世纪50年代建有7所监狱,名副其实监狱之城
-
2025-12-14 03:28:47
-

- 河北钱币博物馆,槽点满满,一个不值得推荐的地方
-
2025-12-14 03:26:33
-
- 《大泼猴》拍摄完成已有四年,却迟迟未上映,为何胎死腹中?
-
2025-12-14 03:24:19
-

- 种蔬菜要选对品种,三种蔬菜种植简单利润还高,根本不愁卖
-
2025-12-14 03:22:04
-

- 在风波亭时间,包拯为什么不救岳飞?一起来了解一下其中的隐情
-
2025-12-14 03:19:50
-

- 石觉说东北蒋军的七个军长,五个都反对杜聿明,真相如何?
-
2025-12-13 02:33:02
-
- 陆海空火箭军总指挥?警惕假冒军人新动向,开始与境外势力接头了
-
2025-12-13 02:30:47
-

- 激发岭南文化青春活力!这场宣讲走“新”更入“心”
-
2025-12-13 02:28:32
-
- 离婚12年,谢霆锋张柏芝爱恨交织的婚姻,被陈凯歌一句话道出本质
-
2025-12-13 02:26:17
-

- 举国轰动的民国女侠施剑翘复仇案
-
2025-12-13 02:24:01
-

- 北大高材生胡士泰:入外籍后让中国损失7000亿,今仍国外花天酒地
-
2025-12-13 02:21:47
-

- 26年前,莱温斯基拉开克林顿拉链,如今,她因此得到多少好处
-
2025-12-13 02:19:32
-

- 中国现任十大院士名单
-
2025-12-13 02:17:16
-
- 自由美利坚,枪战每一天的由来
-
2025-12-13 02:15:01
-

- 贾冰为何突然不“红”了?看完他干的这几件事,你就明白了
-
2025-12-13 02:12:46
-

- 索马里海盗:连美军舰都敢打劫,却唯独不动中国,为什么?
-
2025-12-13 02:10:31
-

- 非洲大饥荒有多可怕?1年饿死1600万人,遍地尸骸人间炼狱!
-
2025-12-13 02:08:16
-

- 2017年,四川一少年确诊白血病,被判死缓父亲千里转监,顺利救儿
-
2025-12-13 02:06:01
-

- 北京有多好,你知道吗
-
2025-12-13 02:03:46
-

- 秋瑾之女王灿芝:女承母志,中国首位女飞行员,未能手刃仇人成遗憾
-
2025-12-13 02:01:31
 中国十大黑恶县城(中国十大黑恶县城有哪些)
中国十大黑恶县城(中国十大黑恶县城有哪些) 【石井四郎的女儿还在吗】石井四郎女儿石井春海怎么死的?
【石井四郎的女儿还在吗】石井四郎女儿石井春海怎么死的? 元世祖忽必烈,一个在中国历史上留下了深刻印象的人物
元世祖忽必烈,一个在中国历史上留下了深刻印象的人物 世界上最贵的香烟,好彩香烟(60万一盒)
世界上最贵的香烟,好彩香烟(60万一盒) 中国最严格的监狱(中国最严监狱排名)
中国最严格的监狱(中国最严监狱排名) 中国最穷的十大城市,排名第一的是贵阳
中国最穷的十大城市,排名第一的是贵阳 中国“素质最差”三个省排行,国内“素质最差”省有哪些
中国“素质最差”三个省排行,国内“素质最差”省有哪些 中国最狠十大监狱(女子监狱怎么解决需要)
中国最狠十大监狱(女子监狱怎么解决需要) 中国十大超穷省会城市排行榜 贵阳第一
中国十大超穷省会城市排行榜 贵阳第一 十大抗日小说排行榜 让你热血澎湃的经典之作
十大抗日小说排行榜 让你热血澎湃的经典之作